 14:04
14:04
- Home
- PRESS-CENTER
- NEWS
- HOW THE HIDDEN CASTING DEFECTS ARE CORRECTED AT BKZ LLC

HOW THE HIDDEN CASTING DEFECTS ARE CORRECTED AT BKZ LLC
Drozhzhin Alexey Nikolaevich, chief welder of OOO BKZ
Part of the range of products manufactured by Barnaul Boiler Plant LLC is manufactured using casings made of carbon and alloy steel. Great attention is paid to the quality of the castings from which the body elements are made. In the course of machining, it is not uncommon for latent metal defects to be found, such as pores, sand inclusions, etc. They are revealed during visual inspection, magnetic particle inspection or color flaw detection. All identified defects must be eliminated. They are selected mechanically with the first welding of the defective place. Correction of defects in the internal diameter of the nominal branch pipe is complicated by its relatively small diameter. Welding a defective spot by manual arc welding with covered electrodes is difficult in such cases.
The specialists of the Chief Welder Department of Barnaul Boiler Plant LLC have been tasked with improving the quality and productivity of fixing in castings along the inner diameter of the branch pipes.
To solve this problem, a welding head was used, which allows submerged-arc surfacing inside a branch pipe with a diameter of 60 mm, the length of penetration of the welding head into the product can reach 1500 mm.
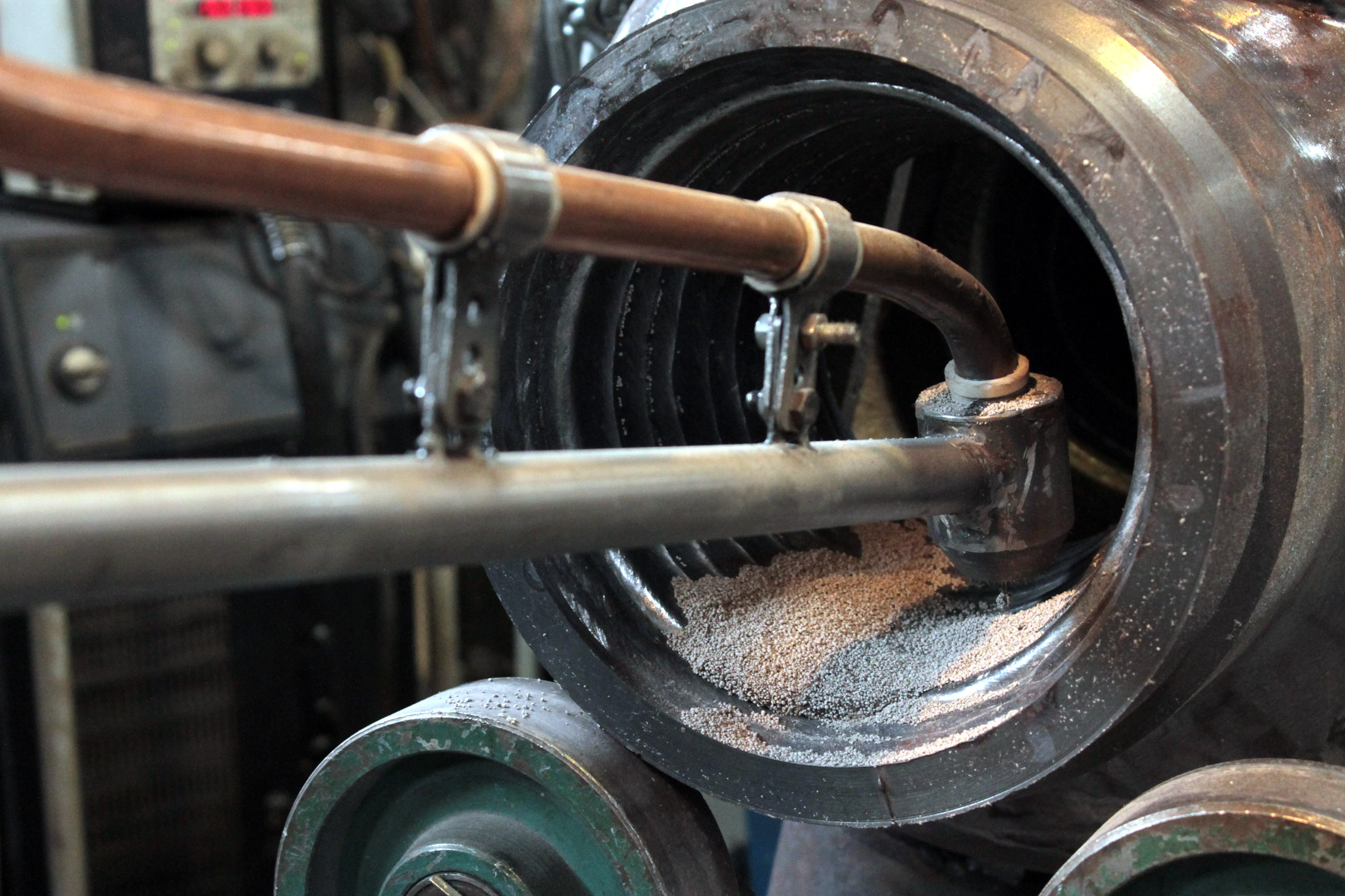
The welding head contains a conductive rod with a current-collecting tip, a guide for a welding wire, and a flux-feeding tube connected to a feed hopper and a nozzle with an air flow regulator on one side and a receiving funnel on the other. An air duct is connected to the upper part of the receiving funnel for removing the air stream transporting the flux from the welding zone. A schematic diagram of the welding head is shown in the figure below.
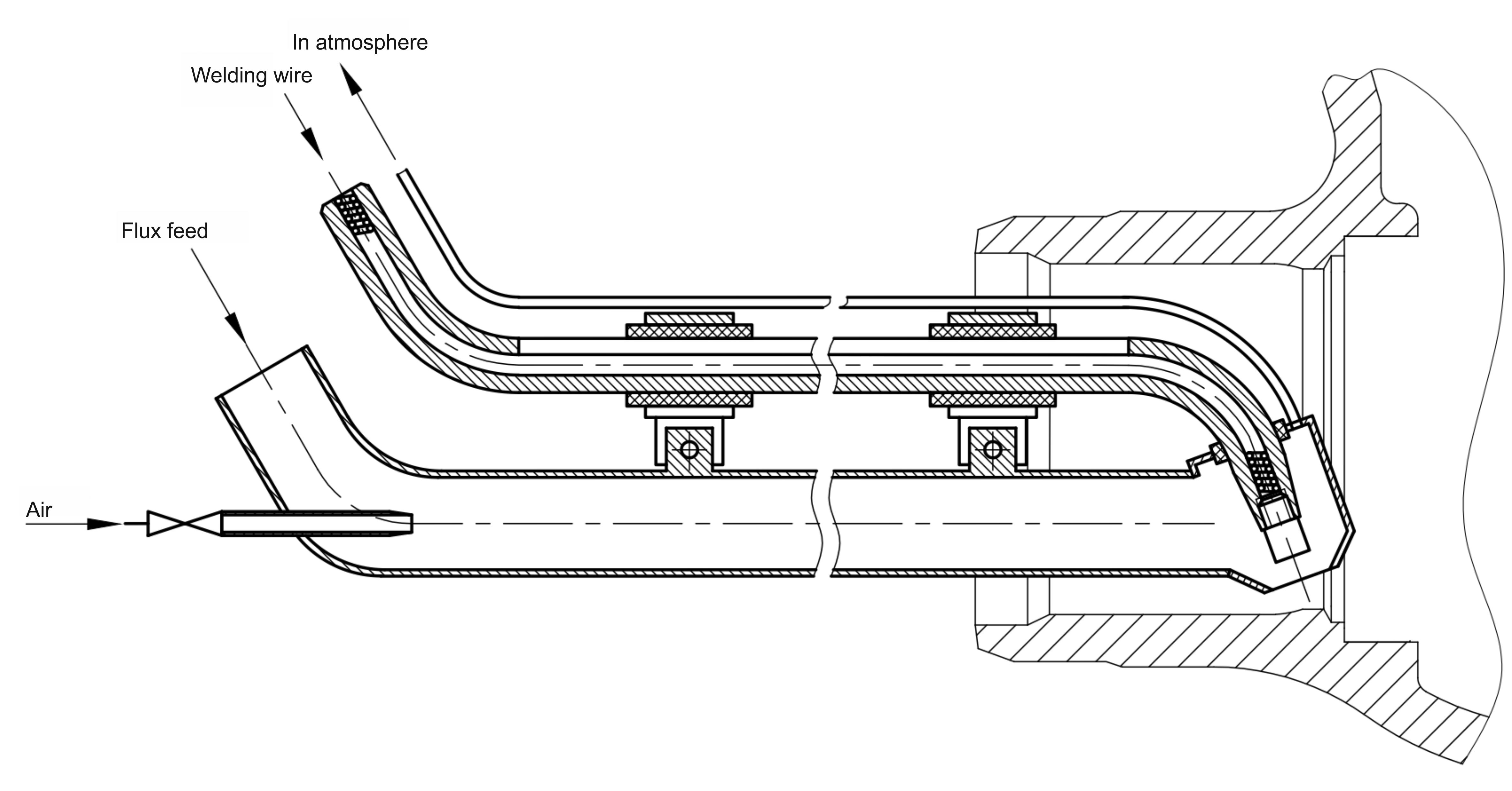
The welding head works as follows: it is fixed on the welding column and connected to one of the poles of the welding source, the flux feeder hopper and the compressed air pipeline.
To start the welding process, the welding zone is filled with flux. The flux from the hopper is fed by gravity to the inlet of the flux-feeding tube, and then by air flow using a nozzle with an air flow regulator into the receiving funnel and then into the welding zone.
After filling the welding zone with a layer of flux, the welding process is initiated, that is, the welding current is switched on, the welding wire feed mechanism (not shown) and the workpiece is moved according to a certain program. At the same time, using the air flow regulator, the flux flow rate is adjusted, which depends on many factors, primarily on the welding modes (welding current, welding speed), the type of flux and welding materials.
The introduction of this welding torch allowed:
significantly increase the productivity of surfacing in comparison with manual arc surfacing;
improve the quality of the deposited metal due to the reliable protection of the deposited layer from the effects of the environment;
to reduce the consumption of filler material as a result of elimination of losses due to spattering and reduction of waste of electrode metal;
improve the working conditions of the welder due to the mechanization of the process and the absence of an open arc.
In 2018, a patent No. 2643762 was registered for the welding head. The invention is the intellectual property of Barnaul Boiler Plant LLC.

Barnaul Boiler Plant
http://en.bkzn.ru
656023, Russia, Altai Region,
Barnaul, Kosmonavtov Pr., h. 6Э
Phone: +7 (3852) 22-70-07